研磨和軋制的滾珠絲杠主要的兩種加工方式,了解過絲杠產品的用戶應該比較清楚,工藝以及加工方式的不同,加工出來的產品也會有一定的區別,下面要和大家介紹精密滾珠絲杠和壓軋區別。
精密滾珠絲杠和壓軋區別:
1、制造方法不同。簡單說前者是磨出來的,后者是軋出來的。
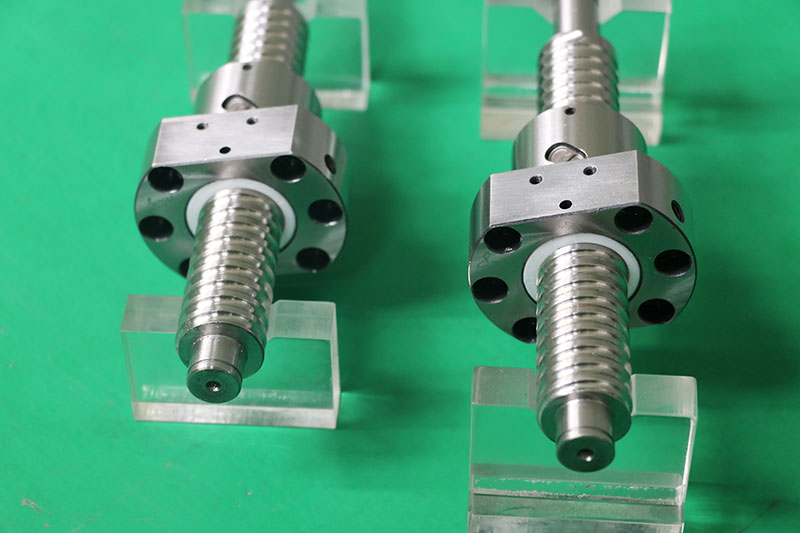
2、外觀不同。
3、精度不同。研磨制可以生產出比軋制更高的精度。
4、成本不同。一般相同規格磨制比軋制成本要高。前提是大批量生產。如果產量很小,軋制的成本將遠高于磨制(這也是小型工廠只生產磨制品,大工廠既可以生產模制品,也可以生產軋制品)。
5、生產效率不同。軋制生產適合大規模生產經濟型產品,生產效率高。磨制相反。
6、制造規格不同。受生產設備限制,用量較少的大規格產品市場上只有磨制品出售。
研磨滾珠絲杠與軋制滾珠絲杠的區別:
1、加工方式的不同。壓軋滾珠絲桿采用擠壓成型,研磨級顧名思義就是采用磨削加工出來的。轉造跟磨制工藝不一樣,自然出來后有工藝痕跡。
2、工藝的不同國外壓軋滾珠絲桿(歐美常稱作“滾壓滾珠絲桿”)的加工工藝比較簡單,大多采用批量軋制滾壓而成,然后根據需要做成不同長度的滾珠絲桿。滾珠絲桿螺紋的壓制工藝國內外大多相同,后期的單個軋制滾珠絲桿的加工工藝略有差別。
3、外觀細節上的不同。壓軋滾珠絲桿一般表面光滑發亮,有光線條件下反光率高刺眼。研磨級在表面仔細可以看到砂輪磨削痕跡。外形方面,轉造級滾珠絲桿滾道槽圓滑,相對磨制滾珠絲桿淺;轉造級滾珠絲桿滾道槽與滾道槽之間的隆起頂部一般都有一個小溝槽。
4、精度不同。研磨滾珠絲桿精度一般在C7(±50/300MM)以下;壓軋滾珠絲桿精度則在C7(±50/300MM)以上;國產滾珠絲桿建議使用研磨C3(0.0008);臺制滾珠絲桿建議使用研磨C3/C5(0.0008/0.0018);歐美日制滾珠絲桿建議使用研磨C3/C5/C7。
以上的內容就是對于精密滾珠絲杠和壓軋不同之處的詳細介紹,相信了解完以上的內容,您也能夠很好地區分這兩種滾珠絲杠產品的不同之處。